Document acties
Thema 4: Ambacht en industrie
Ambacht
Een zilversmid of goudsmid is een ambachtsman of -vrouw die is gespecialiseerd in het bewerken van edelmetaal. De benamingen refereren, verwarrend genoeg, niet aan het metaal waarmee wordt gewerkt, maar aan de voorwerpen die worden gemaakt. Een zilversmid maakt grote gebruiksvoorwerpen zoals schalen, bokalen, serviezen en bestek; een goudsmid maakt kleine siervoorwerpen en/of sieraden. In de tijd dat Johannes Mattheus van Kempen III zich als kashouder (winkelier) vestigde, voerden werkmeesters, zelfstandig werkende edelsmeden, de opdrachten uit. Zij werkten in hun eigen werkplaats en het gemaakte voorwerp droeg hun meesterteken. Het gebeurde sporadisch dat de kashouder voor wie zij de opdracht uitvoerden ook nog een winkeliersteken aanbracht op het zilveren voorwerp (zie hieronder onder keurtekens).
Voordat in de loop van de negentiende eeuw de fabrieksmatige productie van zilverwerk het ambacht langzaamaan begon te verdringen, maakten zilversmeden al het grote zilverwerk met de hand. Deze grootwerkers, zoals zij werden genoemd, modelleerden zilveren voorwerpen met hamerslagen uit één plaat in de gewenste vorm, het smeden. Het aanbrengen van meer gedetailleerde vormen in deze hoofdvorm gebeurde met behulp van een pons, een staafje staal waarop met de hamer werd geslagen, waardoor er indrukken in het zilver ontstonden: het zogenaamde drijven. Een andere oppervlaktebewerking was het ciseleren, waarbij met nog fijnere, scherpe ijzeren ponsjes de meest gedetailleerde accenten en reliëfs werden aangebracht.
Frans Zwollo senior (1872-1945), was zo’n edelsmid die in deze traditie werkte. Hij maakte zowel groot zilverwerk als kleine sierstukken en sieraden. Hij had een uitgesproken afkeer van machinale productie van zilverwerken en noemde zich kunstdrijver. 

Meestertekens van Frans Zwollo
INZOOMEN 1 - FRANS ZWOLLO SENIOR ►
Keurtekens 1
Elke maker van een zilveren of gouden voorwerp, of dit nu een edelsmid is die zelf een object maakt of een fabriek die een voorwerp machinaal produceert, stempelt op het voorwerp een verantwoordelijkheidsteken (ook wel meesterteken genoemd). Dit wordt al meer dan zes eeuwen gedaan. Hierboven zien we een voorbeeld van het meesterteken van Frans Zwollo senior, waarin onder zijn naam een hamertje is afgebeeld, zijn belangrijkste gereedschap. Op grond van de Waarborgwet uit 1814, die in de loop van de negentiende en twintigste eeuw diverse aanpassingen heeft gekend, wordt door middel van wettelijke keurtekens gegarandeerd dat een voorwerp het juiste gehalte aan zilver of goud (en later ook platina) bezit. Ieder voorwerp van zilver, goud of platina, dat in Nederland wordt verhandeld, moet voorzien zijn van een in Nederland geldig keurteken. Deze edelmetalen zijn in zuivere vorm te zacht om te verwerken tot gebruiksvoorwerpen of sieraden. Daarom worden ze gemengd met onedele metalen. Zilver heeft doorgaans een koperlegering, zodat voldoende hardheid wordt verkregen. Bij zilver geldt dus: hoe hoger het percentage koper, hoe harder het zilver. Er zijn drie gewaarborgde zilvermetaallegeringen: 925 / 1000, eerste gehalte, ook wel grote keur of Sterling zilver genoemd (92,5% zilver en 7,5% koper); 835 / 1000, tweede gehalte, ook wel kleine keur genoemd (83,5% zilver en 16,5% koper); 800 / 1000, derde gehalte (80% zilver en 20% koper), de hardste vorm van zilver.
Fabrieksmatige productie
De zilverfabriek van J.M. van Kempen & Zonen die vanaf de oprichting in 1835 gestaag werd uitgebreid, produceerde vanaf 1853 niet alleen zilverwerk, maar ook juwelen. Aan het begin van de twintigste eeuw waren de afdelingen zilversmederij en goudsmederij nagenoeg even groot met 29, respectievelijk 24 werknemers. Daarnaast was er een aparte lepelmakerij waar bestek werd geproduceerd met 26 werknemers. Zowel in Nederland als in het buitenland was het een unicum dat binnen één fabriek zowel zilverwerken, van het allerkleinste tot groot formaat, maar ook juwelen in alle prijsklassen en ambtsketens voor burgemeesters werden gefabriceerd. 2
Repertorium Bijouterieën met burgemeestersketen, z.j.; inv.nr. 768
Dat zilver en juwelen machinaal werden geproduceerd, wil nog niet zeggen dat er geen handwerk werd verricht. Er was een grote verscheidenheid aan beroepen in de fabriek vertegenwoordigd met elk hun eigen specialisme. In het archief bevindt zich een overzicht, ingedeeld naar afdeling, van de 217 personeelsleden die in 1900/1901 bij J.M. van Kempen & Zonen in dienst waren. 3 Ontwerpers, werkzaam in de tekenkamer, waren net zo belangrijk als degenen die de ontwerpen uitvoerden. Hieronder waren zilversmeden, goudsmeden, vergulders, graveurs, ciseleurs, drijvers en emailleurs. 4 Zo ging bijvoorbeeld een pronkstuk als een zilveren of vergulde bokaal door de handen van verschillende specialisten en werd het daarmee een Gesamtkunstwerk. Zij werkten onder supervisie van een werkmeester die de verantwoordelijkheid had voor de kwaliteit van het eindproduct.
Werken bij de fabriek
In de tweede helft van de negentiende eeuw werden de werklieden bij Van Kempen in de fabriek opgeleid volgens een leersysteem, waarbij de werkmeesters voordeel konden trekken van de vorderingen van hun leerlingen. De leerlingen – er werden geen kinderen aangenomen die jonger waren dan dertien jaar - gingen eerst naar de tekenschool, waar zij drie maanden op proef waren. Als studiemateriaal bezat de fabriek een grote verzameling gipsmodellen van objecten, gemaakt in verschillende kunsthistorische stijlen en ook voorwerpen uit vreemde culturen. 5 Het tekenonderwijs zou in de loop der jaren altijd een belangrijke basis blijven van de vakopleiding.
INZOOMEN 3 - BRIEF TAVERNE ►
Zaal van zilversmeden van J.M. van Kempen & Zonen, z.j.; inv.nr. 747
Detail, waarop te zien is dat er wordt gewerkt aan een jardinière, model 207
Presentatietekening van drie jardinière, inv.nr. 747
Na de tekenopleiding konden leerlingen blijven tot zij oud genoeg waren om gezel te worden. Tijdens het eerste jaar kreeg de leerling een basisloon. In de volgende leerjaren werd de overwinst, namelijk de extra geproduceerde voorwerpen boven het vastgestelde aantal, door de leerling en zijn meester gedeeld. Dit gebeurde naar evenredigheid van hun beider uurloon. Was de leerling zover dat hij onder toezicht van zijn meester zelf hele werkstukken kon maken, dan kreeg de meester de helft van de overwinst van de leerling. Dit systeem bleef gelden tot na de Tweede Wereldoorlog.
Vanaf 1946 werd de vakopleiding bij Van Kempen & Begeer verzorgd door Bemetel. 6 Tijdens de driejarige, interne opleiding - één middag per week - werden in totaal 24 lessen gegeven in de onderwerpen model, stijl en theorie. De examenstukken werden beoordeeld door de examencommissie van de vakschool in Schoonhoven, die niet zelden concludeerde dat de resultaten van de leerlingen van Van Kempen & Begeer beter waren dan die van de vakschool in Schoonhoven! 7
Productie in de fabriek
In tegenstelling tot het bestek dat sinds 1863 in grote hoeveelheden in de lepelmakerij van Van Kempen werd geproduceerd, was er in de zilverfabriek geen sprake van massaproductie zoals we dat nu kennen. Uit een verslag van een journalist van Handelsbelangen blijkt dat er rond 1895 inmiddels drie stoommachines van elk 33 pk aanwezig waren. Deze journalist kreeg tijdens zijn rondleiding in de fabriek veel tekeningen en foto’s te zien van koninklijke opdrachten en geschenken; ook werden de repertoria met foto’s van alle geproduceerde modellen getoond. Hij deed onder andere verslag van de werkplaats met kristalwerk, waar kristallen coupes en schalen werden voorzien van zilvermontuur, en van de goudsmederij, een zelfstandig opererende juwelenfabriek. In die tijd was het niet gebruikelijk dat er aanzienlijke hoeveelheden grote zilverstukken werden gefabriceerd, maar de keuze uit verschillende modellen was enorm. 8 Zelden werden er meer dan drie identieke modellen gelijktijdig gemaakt. 9 Dit veranderde aan het begin van de twintigste eeuw. In 1908/1909 werd het hoofdgebouw van de fabriek uitgebreid en kreeg het fabriek de façade die het nu nog steeds heeft. De productiecapaciteit werd toen uitgebreid van 33 naar 100 pk. 
De zilverfabriek, z.j. (na 1911); inv.nr. 746
Ondanks de machinale fabricage werd er in de fabriek veel handwerk verricht, voornamelijk bij het assembleren van de verschillende onderdelen van zilveren voorwerpen en bij de afwerking daarvan. Maar daaraan voorafgaand was een heel proces noodzakelijk. 10 In de smeltkamer werd het zilver in baren van 5 tot 35 kilo omgesmolten tot het wettelijk voorgeschreven gehalte. In de machinezaal - lang, breed en goed verlicht – stonden allerlei door stoom aangedreven werktuigen opgesteld, waaronder een pletmachine en walsen. De platen zilver die uit de walsen werden geperst hadden een vooraf bepaalde dikte, geschikt voor het te maken voorwerp. Bij de fabricage van bestek bijvoorbeeld, werden deze platen door decoupeermachines in repen gedeeld die onder enorme druk van een valhamer de grondvormen van lepels en vorken uitsneden. Het bestek werd daarna handmatig afgewerkt op de bruineerafdeling waar alle oneffenheden werden geëgaliseerd. Ook waren er machines voor slijpen en polijsten en forceerbanken. De monteurs zaten in een aparte zaal; zij monteerden de onderdelen aan een op een door de forceerbank gedraaide hoofdvorm, bijvoorbeeld van een theepot. In een aangrenzende kamer zat de meesterknecht die de producten controleerde. Daar bevond zich ook een zilverkamer met de voorraad van onafgewerkte artikelen. Als er een bestelling kwam, kon deze uit voorraad snel worden afgewerkt. Aparte afdelingen waren er voor graveurs en ciseleurs en voor de productie van bestek en de montage van kristallen voorwerpen. In de aparte goudfabriek werkten goudsmeden, diamantzetters, monteurs, emailleurs en poliseuses, destijds een echt vrouwenberoep.
Productietechniek
Onder de honderd topstukken uit de collectie van het Nederlands Zilvermuseum Schoonhoven bevinden zich voorbeelden van verschillende (machinale) fabricagemethoden die in de negentiende en in de eerste helft van de twintigste eeuw werden gebruikt. Een aantal van deze technieken wordt hieronder toegelicht.
Forceren
Toen Johannes Mattheus van Kempen III in 1835 het bedrijf van zijn grootvader voortzette, stond hem voor ogen om kwalitatief goed gebruikszilver te vervaardigen tegen een redelijke prijs. Hij zocht dus naar manieren om de productie daarvan te vergemakkelijken en uit te breiden. In 1851 liet Van Kempen een stoommachine installeren om de forceerbank in zijn Utrechtse werkplaats aan te drijven, destijds de belangrijkste techniek om ronde of ovale vormen te maken. Tot dan toe had hij een forceerbank die in beweging werd gebracht door een afzonderlijk wiel dat aanvankelijk door één medewerker werd gedraaid. 11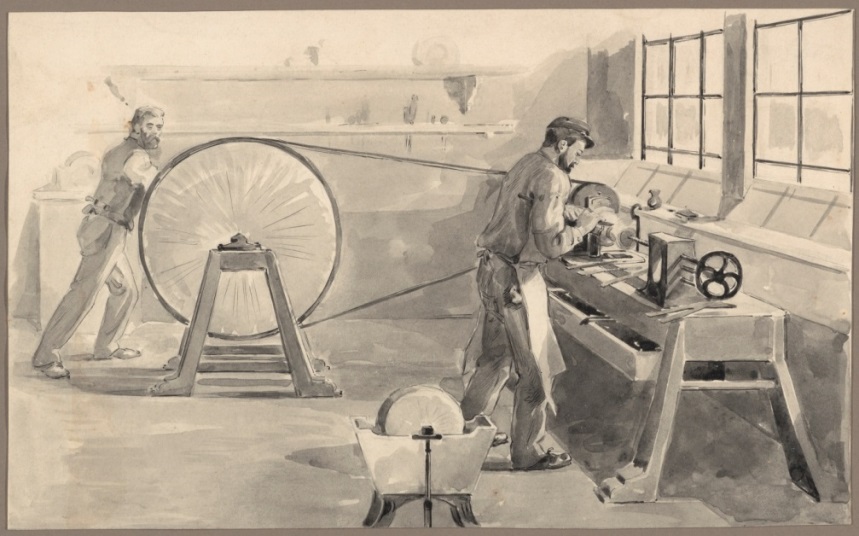
Aquarel van de werkplaats van Van Kempen in de Choorstraat, Utrecht, z.j.; inv.nr 3123
Met deze forceermethode kon op een draaibank, waarop een houten vorm van het te maken voorwerp was bevestigd, een zilveren plaat worden gewrongen. Door deze plaat tijdens het draaien aan te drukken met een gepolijst forceerijzer, ontstond de zuivere ronde of ovale vorm. Deze basisvorm, ook wel corpus genoemd, kon bijvoorbeeld van een theepot zijn. Hierop werden allereerst de andere ronde vormen van het te maken voorwerp gesoldeerd, zoals de voet onderaan het corpus. Daarna werden handmatig de niet ronde onderdelen gesoldeerd, zoals de tuit, het oor, het scharnier en de lijst. De knop op het deksel werden meestal bevestigd met een schroeven en moertje. Het voorwerp werd daarna geslepen en gepolijst op roterende schijven van rinoceroshuid. 12 Daarna werd het nog gebruineerd om het oppervlak mooi dicht te krijgen; tot in de jaren zestig van de twintigste eeuw gebeurde dit nog met de hand. Als laatste werden de versiertechnieken, zoals graveren en ciseleren, toegepast. 13
Vanaf het einde van de jaren vijftig in de negentiende eeuw werden er gladde serviezen gemaakt met deze forceertechniek. Een goed voorbeeld daarvan is het zevendelige koffie- en theeservies, model Grieksch, ontworpen door Jean Louis Bernhardi (1839-1905). Het prototype van dit servies maakte deel uit van de bekroonde inzending van Van Kempen tijdens de Wereldtentoonstelling in Parijs in 1867. Het is één van de vroegste en meest typerende voorbeelden van een destijds radicaal nieuwe vormgeving: het maken van strakke ronde vormen waaraan hoogstens achteraf ornamenten en graveringen werden toegevoegd. Bij dit theeservies is dat een meanderende decoratierand, het zogenoemde lopende hond motief. 
Jean Louis Bernhardi, Zevendelig servies model Grieksch, 1874-1878
Presentatietekening bouilloire Grieksch,
J.M. van Kempen & Zonen [1858], inv.nr. 3020
Persen en gieten
Losse onderdelen werden vaak geperst of gegoten. 14 Zo bestonden de zilveren oren van een theepot uit zes geperste onderdelen: drie onderdelen, bestaand uit elk twee helften die aan elkaar werden gesoldeerd, met tussen de onderdelen een stukje been of ivoor als isolatie (zodat het oor niet te warm zou worden).
Bij het gietproces werd een te maken voorwerp gemodelleerd in was en werd het vervolgens in een gipsmassa gegoten. Door deze gietvorm in een oven te verhitten, werd de was uit de vorm gesmolten. De vorm werd vervolgens (in een centrifugale gietmachine) gevuld met een vloeibare zilverlegering, waardoor een scherpe afdruk ontstond. Bij seriefabricage was de gietvorm van rubber; deze werd gemonteerd rond een centrale gietloop, de gietboom. Deze techniek werd uitsluitend gebruikt bij kleine, gedetailleerde voorwerpen. Op onderstaande afbeelding is een gietboom te zien uit de collectie van Museum Voorschoten met een bonte verzameling van folklore figuurtjes bestemd voor theelepeltjes. Te onderscheiden zijn een Mexicaan, Hollands boertje, een indiaan, cowboy, toreador, bosjesman (met schild en speer) en een Chinees.

Lepeltjesboom met folkloristische figuurtjes;
collectie Museum Voorschoten, z.j. (foto: Irene Meyjes)
Detail van de lepeltjesboom
Voor de fabricage van schepwerk liet J.M. van Kempen in 1863 een aparte vleugel aan het hoofdgebouw bouwen waarin de lepelmakerij werd gevestigd. Er werd een Engelse stoommachine van zestien pk geïnstalleerd – tot dan toe was de capaciteit drie pk geweest – voor de aandrijving van een zware snijmachine, een grote stoomvalhamer en een aantal kleine valhamers. Engelse vaklieden kwamen naar Voorschoten om de werknemers vertrouwd te maken met de nieuwste technieken. Voor het fabriceren van couverts en schepwerk werden stampmatrijzen gebuikt. Uit een plaat zilver werden met zo weinig mogelijk verlies de grondvormen gekapt van het schepwerk. In afzonderlijke matrijzen werden de bak van de lepel en de steel gevormd. Bij de vork, die in z’n geheel werd gekapt, werden de tanden later in een aparte matrijs uitgekapt. 15
Galvaniseren
Het maken van kleine, zilveren voorwerpen, zoals figuren of dieren voor tafelmiddenstukken of bokalen geschiedde volgens het galvanoplastisch procédé. Er werden twee holle, negatieve gipsen vormen aan de binnenkant met grafiet geleidend gemaakt. Deze werden in een zilverbad gelegd waardoor stroom werd geleid. Door het uit een zilveroplossing op het grafiet neerslaande metaal groeide een steeds dikkere laag aan op de gipsen vormen. Na het bereiken van de juiste dikte werden de twee zilveren helften aan elkaar gesoldeerd.
| ||||||



| ||||||



Louis van Kempen (1838-1910), de oudste zoon van Johannes Mattheus III, had zich tijdens zijn opleiding in Utrecht gespecialiseerd in de metallurgische scheikunde en had in zijn vaders fabriek de techniek van het galvaniseren verder ontwikkeld. De eerste nieuwe toepassing betrof dierenfiguren voor tafelstukken die in twee delen werden gemaakt met inbegrip van uitstekende delen, zoals benen, oren en horens. Deze werden voorheen apart in mallen gegoten en daarna aangesoldeerd. De nieuwe techniek scheelde gewicht (minder materiaalkosten), gietwerk en tijdrovende afwerking (minder arbeidsloon). De tweede nieuwe uitvinding betrof het maken van ronde voorwerpen uit één stuk. 16 Van beide nieuwe toepassingen toonde Van Kempen voorbeelden op de Wereldtentoonstelling van 1867 in Parijs. Dat Van Kempen inmiddels ook in staat was om langs galvanoplastische weg grote beelden in koper te maken, leidde in 1867 tot het verkrijgen van de opdracht om de beelden te vervaardigen voor het nationale gedenkteken in het toenmalige Willemspark (thans Plein 1813) in Den Haag, dat ter gelegenheid van de viering van het vijftigjarig koningschap werd opgericht. (Zie hiervoor het thema Specials).
INZOOMEN 4 – DE WERELDTENTOONSTELLING VAN 1867 IN PARIJS EN HET MONUMENT OP PLEIN 1813 ►
Guillocheren
In het laatste kwart van de negentiende eeuw had Van Kempen een guillocheermachine waarmee het mogelijk was via wisselende instellingen patronen aan te brengen op het gladde oppervlak van een met de forceermachine gemaakt voorwerp. In het archief bevindt zich een cassette met 81 bladen met voorbeelden van verschillende decoratiepatronen en bewerkingen. Deze hebben de naam van zijdepatronen, zoals Azuré (lijntjes) of Quatre points, waarmee het koffieservies uit 1872 is uitgevoerd. De techniek is zo’n vijftien jaar in de mode geweest en werd niet alleen op serviezen toegepast, maar eveneens op schepwerk, tafelschuiers, bekers en fotolijsten. De guillocheurs bij Van Kempen waren opgeleid door een specialist uit Zwitserland, waar deze versieringstechniek al in de achttiende eeuw werd gebruikt op platte voorwerpen zoals horlogekasten en snuifdozen. 17 In de negentiende eeuw werden de patronen roterend aangebracht op ronde voorwerpen, zoals is te zien bij het koffieservies uit 1872 uit de Zilver Top 100.
| ||||||




Presentatietekening van koffieservies met decoratie van guillocheermachine, inv.nr. 3024
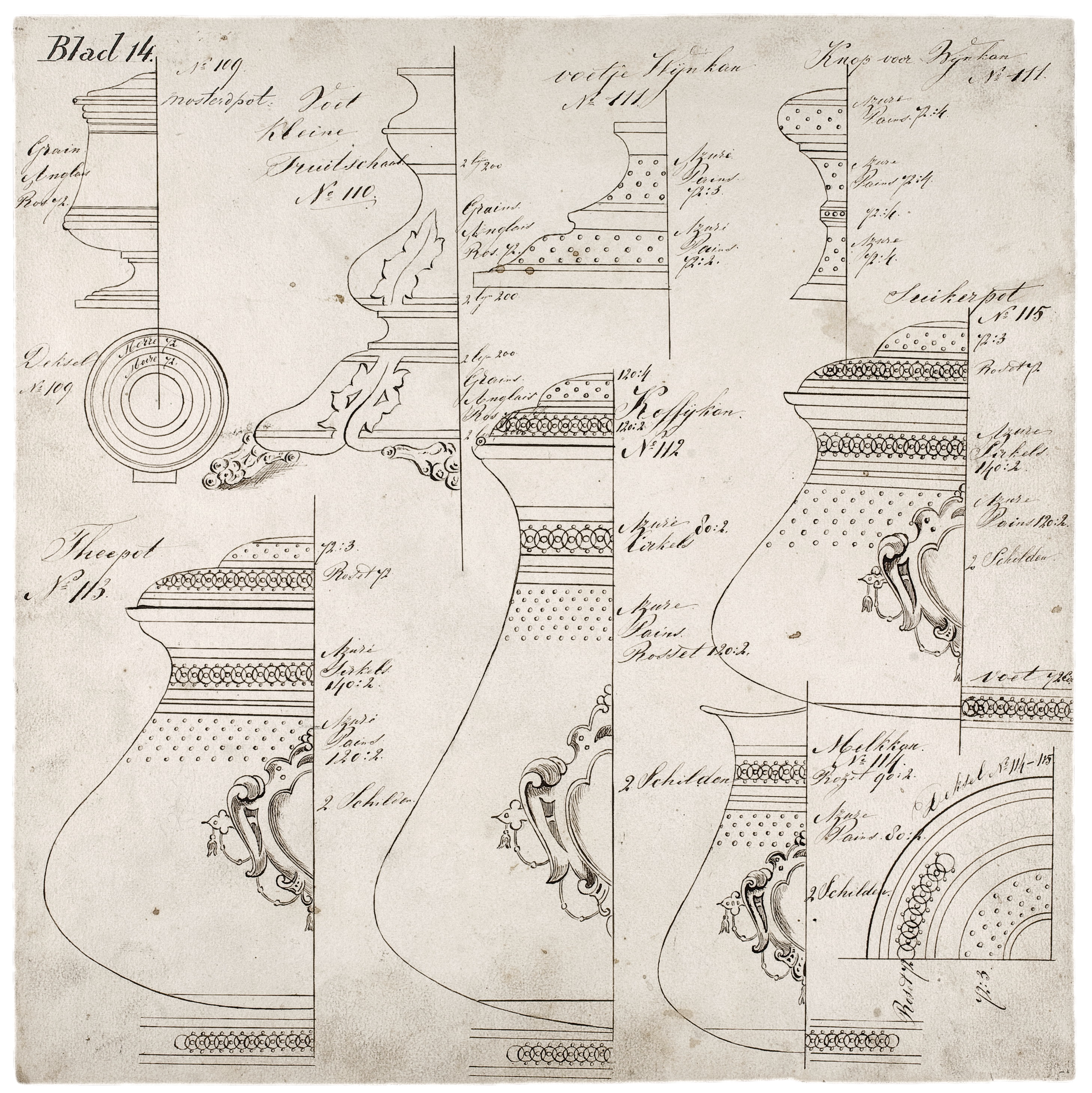
Tekening uit Cassette met voorbeelden van patronen, inv.nr. 3143
Dieptrekpers
In de eerste twee decennia van de twintigste eeuw werd een duidelijke verandering in de vraag van de consument merkbaar. De gelegenheidsstukken die in de negentiende eeuw nog werden besteld, maakten plaats voor kleiner gebruikszilver, serviesgoed voor op tafel, broodmanden en thee- en koffieserviezen. Juwelen werden belangrijker en er werd gezocht naar en geëxperimenteerd met vernieuwingen in vormgeving. Helaas werd zilverwerk in de stijl van de Amsterdamse School of in Art Déco stijl slechts gewaardeerd door een beperkt publiek en was dit type producten commercieel dus niet interessant.
Na de fusie in 1919 en een reorganisatie 1925 werden er nieuwe technische investeringen gedaan, want een heroriëntatie op goed verkoopbare modellen was noodzakelijk. Halverwege de jaren twintig werd er in Duitsland een dieptrekpers aangeschaft. 18 Hiermee kon door middel van persen of (diep) trekken - waarbij gebruik werd gemaakt van de eigenschap dat zilver onder grote druk warmer en ook soepel wordt - een strakke, cilindrische vorm worden verkregen. De pers, met enkele tonnen persdruk, zorgde ervoor dat het zilver werd geperst of getrokken in de vorm van de gewenste matrijs. Vanuit zo’n type basisvorm met variabele doorsneden en hoogten, ontwierp Christa Ehrlich diverse voorwerpen.
| ||||||



| ||||||



| ||||||



Afhankelijk van het toevoegen of weglaten van een deksel, een oor of een tuit, kregen deze basismodellen verschillende gebruiksfuncties, zoals een theekan, suikerpot, beschuitbus of koektrommel. Zo was het mogelijk met beperkte basisonderdelen die in grote hoeveelheden konden worden geproduceerd, een brede variatie in voorwerpen te maken. De afwerking kon op de forceerbanken gebeuren, waardoor de kosten relatief laag bleven. 19
Afwerking en handwerk
Ondanks de machinale productie bleef er veel handwerk over, van solderen tot vijlen, polijsten en bruineren. Bij dit bruineren werd een zilveren voorwerp met een zogenoemd bruineerstaal gewreven, waardoor de laatste oneffenheden in het zilveren oppervlak werden geëgaliseerd en een bijzondere, diepe glans werd verkregen. Ook werden ajour patronen, bijvoorbeeld van brood- en bonbonmanden, met de hand uitgezaagd. Dit gebeurde onder andere bij de bloemenpatronen van het door Christa Ehrlich ontworpen schepwerk model 1064. Overigens kon dit model schepwerk met verschillende type stelen worden geleverd.
| ||||||



| ||||||



| ||||||




Christa Ehrlich, Tekening van schepwerk, model 1064; inv.nr. 3065
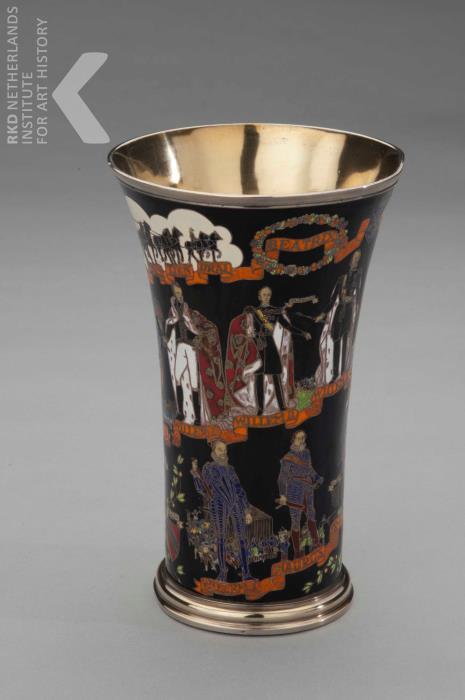
Bij Gerritsen & Van Kempen in Zeist werd in de dertiger jaren een nieuwe techniek ontwikkeld voor het vervaardigen van geëmailleerde plaquettes die regelmatig werden besteld, onder andere voor competities van kwekers en fokkers. Er werd een clichétekening gemaakt, waarvan een stalen stempel fotografisch op het te emailleren metaal werd geëtst. Hierdoor ontstonden verdiepte vlakjes in het metaal die vervolgens met email werden opgevuld. Op de geëmailleerde 1000 gulden beker, die in 1938 ter gelegenheid van de geboorte van Prinses Beatrix is gemaakt, zijn de afbeeldingen van de stadhouders en koningen van het Huis van Oranje Nassau op deze manier aangebracht. 20
| ||||||


Bij Gerritsen & Van Kempen werden ook unica gemaakt, waarbij het handwerk voorop stond. Een voorbeeld daarvan is de zilveren avondmaalschotel uit 1958 (doorsnede 42,5 cm). Op de rand zijn de veertien staties van de kruisweg gegraveerd en in het midden een afbeelding van het Laatste Avondmaal van Leonardo da Vinci, hetgeen ruim duizend uur graveerwerk voor de graveur Gerard van de Peppel betekende.
| ||||||



Zilfapleet / Keltum Pleet
Eind 1929 introduceerde de Zilverfabriek Voorschoten het merk Zilfapleet. Het ging om verzilverde artikelen gemaakt van alpaca (een zilverkleurige metaallegering van koper, zink en nikkel) die omgeven werden met een laagje zilver. Zo konden er laag geprijsde producten voor een massapubliek worden geproduceerd, wat uiteraard voor omzetvergroting moest zorgen. Ook de concurrent, Gerritsen & Van Kempen, bracht vanaf 1936 verzilverde artikelen op de markt onder de naam Keltum Pleet.
Deze tendens van verschuiving van zilveren naar verzilverde producten, maar ook (gouden) sieraden, bleef ook na de Tweede Wereldoorlog merkbaar. De zilverfabriek was in de jaren vijftig en zestig van de twintigste eeuw nog steeds alert op technische vernieuwingen. Handelingen-besparende moderne technieken moesten ervoor zorgen dat de productiekosten zo laag mogelijk bleven. Er werd bijvoorbeeld in Zwitserland een oven besteld met daarin een vijftien meter lange transportband, waarop objecten werden gezet die opnieuw moesten worden gegloeid en uit München kwam een puntlasmachine om snel oortjes aan kannetjes te kunnen solderen. 21
Helaas hebben dit soort investeringen niet kunnen voorkomen dat de zilverproductie zich in de loop der jaren steeds meer verplaatste naar de lage lonen landen. Niettemin heeft Van Kempen & Begeer vandaag de dag nog steeds drie bestek-klassiekers in haar assortiment, te bestellen in zilver en in Keltum Pleet: Haags Lofje, Hollands Glad en Prinses.
Klik hier voor alle objecten uit de Zilver Top 100 die betrekking hebben op het thema Ambacht & Industrie.
Bekijk hier de zwart-wit film uit ca. 1946/1947 over het vak zilversmeden gemaakt in de Koninklijke van Kempen & Begeer fabriek.
Waarborg Holland, pp. 2-12 en Koldeweij en Van Schaik, passim.
Krekel, ‘Van zilversmid tot fabrikant 1819-1919, zilver van vijf generaties Van Kempen’, Museumtijdschrift Goud- Zilver- en Klokkenmuseum (2007), nr. 22. In 1854 registreerde Van Kempen een speciaal meesterteken voor goudwerk en begon de nieuwe afdeling onder leiding van W.F. Broers, die het goudsmeden had geleerd in Hanau en Pforzheim.
RKD, vK&B, inv.nr. 402. Kantoorpersoneel 20, magazijnen in Den Haag, Amsterdam en Rotterdam 16, pakkamer 4, kantoor goudafdeling 3, kantoor zilversmederij 5, kantoor lepelmakerij 4, tekenkamer 6, graveurkamer 13, zilversmedenafdeling 29, goudsmidafdeling 24, patinatie goudfabriek 5, lepelmakerij 26, keurkamer 2, draaierij 6, bruineerafdeling 8, looijerij 4, bufferij 13, pletterij en perserij 10, smederij 3, smelterij 3, stamperij 3, gas en stroombedrijf 3, timmermannen 3, schoonmakers en schilder 3, nachtwacht 1.
Ons Maandblad, p. 7. In 1911 telde de zilverfabriek driehonderd werknemers.
Zie Handelsbelangen, pp. 218-222 voor een beschrijving van de veelzijdigheid van de productie en het ambacht in de fabriek.
RKD, vK&B, inv.nr. 570. ´´Bemetel´´ te Den Haag staat voor Stichting Bedrijfsopleiding Metaal- en Electrotechnische Industrie.
Aldus een mondelinge mededeling van oud Van Kempen & Begeer medewerker Jan Nieuwenburg, gedaan op 21 februari 2016.
Handelsbelangen, p. 219. Er werden 187 verschillende modellen (dien)bladen geproduceerd, 308 modellen coupes en bokalen en 320 modellen theeserviezen.
Mondelinge informatie van A. Krekel, voormalig conservator van Stichting Het Van Kempen & Begeer Museum. In het archief van Van Kempen & Begeer bevinden zich vijftien repertoria uit de periode 1890-1919 met foto’s van alle geproduceerde voorwerpen, van theelepels tot gelegenheidspronkstukken. Deze repertoria waren bestemd voor de productie afdeling. De meeste van deze in leer gebonden albums bevatten foto’s, meestal zestien per pagina. Doorgaans werden er drie dezelfde serviezen gemaakt, waarvan foto’s in het repertorium zijn opgenomen. Werd er een servies verkocht, dan werd er een nieuw servies bijgemaakt dat eveneens werd gefotografeerd. Dit verklaart waarom er in hetzelfde repertorium op verschillende plaatsen foto’s van dezelfde serviezen voorkomen. De foto’s zijn gemaakt door modelleur Biegman en zijn opvolger J.W. Schwenk. De informatiedichtheid die uit deze albums naar voren komt is veelomvattend: diversiteit van het assortiment, unica en serieproducten, productiemethoden c.q. verschillende bewerkingen, zilverstijlen, kostprijscalculatie en namen van ontwerpers en uitvoerders.
Handelsbelangen, pp. 219-220 en Ons Maandblad, pp. 5-7.
A.E. van Kempen en J.M. van Kempen III, pp. 29-33. Omdat al snel meer draaibanken en andere machines nodig waren, werd er verhuisd naar het Oudkerkhof, waar een door een paard aangedreven molen diverse machines kon bedienen. Hier werden de stukken gemaakt voor de wereldtentoonstelling in Londen in 1851. Daarna verhuisde Van Kempen naar de Oude Gracht waar de paardenkracht plaats maakte voor een stoommachine.
Brandes, p. 71.
Begeer, p. 6.
Van der Krogt, p. 210.
Ibidem, p.210.
De Jacobi, pp. 1-3. Krekel in J.P. van Rijen (red.) 2007, p. 119. De eerste keer dat Louis van Kempen zijn resultaten toonde, was in 1861 in Haarlem op de Algemene Nationale Tentoonstelling.
Krekel, ‘Van zilversmid tot fabrikant 1819-1919, zilver van vijf generaties Van Kempen’, Museumtijdschrift Goud-, Zilver- en Klokkenmuseum (2007), nr. 22.
Begeer, p. 15. De eerste dieptrekpers in de Nederlandse metaalnijverheid werd rond 1915/1916 in gebruik genomen bij Jac. Vos die een aparte fabricage voor glad zilver had opgezet.
A. Krekel, ‘Christa Ehrlich, een Weens ontwerpster in Nederland’, Museumtijdschrift Goud-, Zilver- en Klokkenmuseum, (1988) nr. 4.
RKD, vK&B, inv.nr. 124. Manuscript van Gustav Beran, 1977, p. 4, en A. Krekel-Aalberse, ‘Gestroomlijnd zilver van Gustav Beran’, Museumtijdschrift Goud-, Zilver- en Klokkenmuseum, (2002) nr. 19.
Aldus Jan Nieuwenburg, oud medewerker en (vanaf 1961) afdelingshoofd van Van Kempen & Begeer, tijdens zijn voordracht op 21 februari 2016, gehouden ter gelegenheid van de tentoonstelling Van Kempen & Begeer – iconen van de zilverfabriek in Museum Voorschoten.